1 概述
當前閥門工廠的運營模式是按訂單訂制生產(chǎn),,外購原輔料,、零部件,、成品等都體現(xiàn)出離散型制造業(yè)多品種,、小批量的特點,這對生產(chǎn)過程中的庫存管理,、排產(chǎn)、人員以及質(zhì)量管理的實時性提出了較高的要求。目前大部分中小型工廠的管理工作都依賴于人工,,這不僅制約了工作效率,也無法實現(xiàn)生產(chǎn)管理流程的數(shù)據(jù)化和透明化,急需建立基于數(shù)據(jù)驅(qū)動的智能工廠管理模式,。制造執(zhí)行系統(tǒng)(以下簡稱:MES)是將現(xiàn)代信息化技術應用于生產(chǎn)車間制造過程管理的一種解決方案,,可以有效連接上層生產(chǎn)管理系統(tǒng)(比如ERP系統(tǒng))與車間的現(xiàn)場控制。
本文以閥門工廠為研究對象,,首先對工廠業(yè)務的流程和管理需求進行梳理,,理清內(nèi)部邏輯關系,然后在微服務架構下開發(fā)各功能模塊和軟件系統(tǒng),。在工廠上線后,,運行結果表明,該MES軟件系統(tǒng)的庫存,、排程,、看板、人員,、設備和工具,、質(zhì)量分析等功能模塊符合生產(chǎn)過程管理的需求,實時性強,,人機交互良好,,操作簡便,為實現(xiàn)智能工廠奠定了良好的信息化基礎,。
2 MES軟件架構
MES作為連接工廠計劃層和車間層執(zhí)行系統(tǒng)的中間層,,不同的企業(yè)對MES的功能要求是不同的,具有訂制性的特點,。為了讓系統(tǒng)能提供快速模塊化選配能力,,本文采用層次化、模塊化,、可插拔的體系架構,,通過現(xiàn)有模塊的選配、替換和擴展,,可以提供快速滿足用戶訂制需求的能力,,同時如果客戶需求調(diào)整,軟件功能也可相應靈活調(diào)整,。本文的軟件基礎平臺提供了非常好的復用性,,并為功能擴展提供插槽,可以非常低的價格獲得升級帶來的好處,?;谝陨咸峁┑膫€性化定制層,通過基于平臺之上可復用資源庫的組件選配,、系統(tǒng)建模,、二次開發(fā)擴展,,提供滿足個性需求的能力?;谖⒎占軜?,將應用程序的不同功能單元(本文稱之為微服務)通過這些服務之間定義良好的接口和契約聯(lián)系起來,使模塊保持良好的內(nèi)聚性,,模塊間松散相關,,使得系統(tǒng)具有良好的復用性、集成性,、可移植性,。本文MES的架構如圖1所示。集群基于通用Linux 操作系統(tǒng),,通過容器化實現(xiàn)了服務的解耦,,工藝文件等公司資料存放在分布式文件系統(tǒng)glusterfs中,投屏基于websoket進行數(shù)據(jù)的更新,,由tomcat對外提供web的服務,。

3 MES功能模塊開發(fā)
根據(jù)對閥門工廠的業(yè)務流程分析,結合該工廠的特殊需求,,比如考勤,、工時統(tǒng)計、工具管理等,,本文確定MES軟件的功能點主要包括:用戶管理模塊,、考勤模塊、基礎數(shù)據(jù)模塊,、設備管理模塊,、生產(chǎn)管理模塊、工具管理模塊,、投屏模塊等,。細節(jié)要求如圖2所示。

3.1 用戶模塊
用戶模塊主要分為用戶管理和角色管理,,如圖3所示,。用戶管理用于維護員工的個人信息,角色管理每個員工的權限,,不同角色可以根據(jù)權限來訪問MES的不同功能模塊并進行相應的操作,。
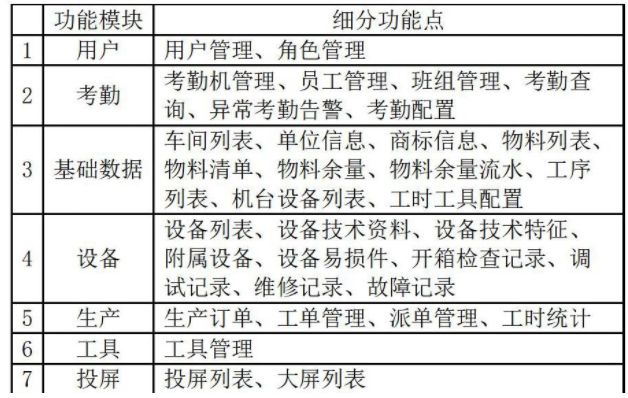
圖3
3.2 考勤模塊
應用人臉識別技術,在MES中設置考勤功能,。根據(jù)廠家的特別需求,,配置相應字段信息,每小時考勤一次,,記錄考勤結果,,并在大屏上進行展示,。對規(guī)定時間內(nèi)未完成人臉識別考勤認證的員工,做考勤異常報警提示,。通過服務器串口外接一個短信貓池設備,給管理員或者設定的用戶發(fā)送考勤異常報警短信,。
工人從“入口考勤機”考勤進行入車間登記,,從“出口考勤機”進行出車間登記。中途整點考勤可以在任一整點考勤機上進行考勤,,信息在系統(tǒng)內(nèi)共享,。整點考勤人員范圍包括,在系統(tǒng)配置的時間段內(nèi),,在入考勤機上考勤過的但沒有在出考勤機上考勤過的人員,。整點考勤的時間范圍包括,系統(tǒng)配置的時間段內(nèi)的整點時間,。對在考勤時間范圍內(nèi),,對需要考勤的人員進行整點考勤,對缺勤人員進行告警處理,。對于考勤機中的無效的離職人員,,應及時進行數(shù)據(jù)的刪除和維護。
3.3 基礎數(shù)據(jù)模塊
基礎數(shù)據(jù)模塊是定義不同型號的產(chǎn)品BOM表及內(nèi)部零部件的裝配關系的關鍵環(huán)節(jié),。首先對產(chǎn)品的型號相關數(shù)據(jù)進行錄入,,成品可配置多個子零件的半成品,半成品配置多個毛坯或者原材料,。對產(chǎn)品型號進行生產(chǎn)工序配置,,將工藝文件綁定在產(chǎn)品的具體工序上,并在每道工序上關聯(lián)車間屬性,、設備,、人員、工時等基本信息,。此外,,此模塊中還包括了物料庫存管理功能,可以實時反映物料流水情況,。
3.4 設備管理模塊
該模塊功能主要包括:機臺設備添加,,機臺設備可生產(chǎn)產(chǎn)品工序配置,機臺設備可操作員工配置以及機臺設備標準工時維護,。設備標準工時維護是按每生產(chǎn)一件產(chǎn)品多少小時來統(tǒng)計的,。
3.5 生產(chǎn)管理模塊
生產(chǎn)管理第一步是生產(chǎn)訂單的管理,主要通過手動的方式錄入生產(chǎn)訂單,,其中包括生產(chǎn)車間,、產(chǎn)品型號,、產(chǎn)品特殊性說明等。也可以通過中間表的方式,,從ERP系統(tǒng)中自動對接,。第二步是訂單結果確認,主要通過掃碼方式對訂單結果確認,,在條件允許的情況下對不合格訂單信息進行錄入,,并對訂單生產(chǎn)進行跟蹤,結果顯示在大屏上,。界面如圖7所示,。
生產(chǎn)訂單到工單的拆分是系統(tǒng)自動完成的,操作人員只需要在對應的生產(chǎn)計劃條目上點擊拆工單,,即可自動生成該計劃的工單,。主要過程為,取得生產(chǎn)計劃中產(chǎn)品信息,,包括產(chǎn)品編碼,、產(chǎn)品代號、計劃數(shù)量,,根據(jù)產(chǎn)品編碼與工序管理中的產(chǎn)品編碼關聯(lián),,生成工單信息。整理成代碼邏輯如下:
for each product in productplan
for each product in procedure
{
if(product.valid==ture)
generate worksheet;
}
for each end
for each end;
工單拆分之后,,就可以根據(jù)需要進行派工,,其過程為:取得工單中產(chǎn)品信息、計劃數(shù)量,、已生成數(shù)量,,根據(jù)產(chǎn)品編碼與機臺設備工時管理中的工時定額和操作工信息,生成派工單信息,。其中零件的派工數(shù)量以當前機臺的工時定額,,以及前一道工序的已完成數(shù)量和當前的派工數(shù)量之和作為參考進行派工。對于產(chǎn)品的工單,,完成后,,需要扣除拆工單中對應零件的已使用數(shù)量。另外根據(jù)機臺工時配置和完成數(shù)據(jù),,生成員工工時數(shù)據(jù),。
3.6 工具管理模塊
工具管理包括勞動工具和工裝夾具的出借和回收流程,通過對工具進行賦碼,,在使用過程中讀碼對工具進行實時管理,,管理人員可以在系統(tǒng)中實時查詢工具使用情況。利用基礎數(shù)據(jù)模塊中的工時工具管理菜單定義工序中的各種工具,。
3.7 智能投屏模塊
車間管理員投屏與機臺進行綁定,,對產(chǎn)線的實際排產(chǎn)信息和機臺完成量進行顯示,,同時展示產(chǎn)品的工序和工藝文件。
通過查看當前時間段的派工單,,找到對應機臺信息,,顯示到對應的投屏,存在多個機臺顯示在一個投屏的情況,,此時通過遙控器左右鍵切換到不同機臺,。
4 結束語
十九大報告100項任務中指出:推動互聯(lián)網(wǎng)、大數(shù)據(jù),、人工智能和實體經(jīng)濟深度融合。工業(yè)互聯(lián)網(wǎng)已經(jīng)上升為國家戰(zhàn)略,。MES作為生產(chǎn)管控類的工業(yè)軟件,,是工業(yè)互聯(lián)網(wǎng)平臺重要的組成部分。滿足離散型制造業(yè)用戶大規(guī)模個性化定制和柔性生產(chǎn)的要求,,是MES的發(fā)展趨勢,。本文針對閥門工廠的實際業(yè)務需求和流程,基于微服務架構,,針對性的開發(fā)出庫存管理,、生產(chǎn)排程、電子看板,、人力資源管理,、設備管理、質(zhì)量管理等功能模塊,。系統(tǒng)運行狀態(tài)表明,,該系統(tǒng)很好地滿足了生產(chǎn)過程所涉及的業(yè)務功能的管控需求,特別是排產(chǎn),、工時統(tǒng)計,、工具管理、考勤等,,提升了生產(chǎn)效率,,實現(xiàn)了生產(chǎn)過程管理的透明化和精益化,為建成數(shù)據(jù)驅(qū)動的智能,。